په جوړو شویو برخو کې تور ځایونه یا تور شاملول یو ځورونکی، وخت ضایع کول، او ګرانه ستونزه ده.ذرات د تولید پیل کولو پرمهال او د سکرو او سلنډر منظم پاکولو دمخه یا په جریان کې خوشې کیږي.دا ذرات هغه وخت وده کوي کله چې مواد د ډیر تودوخې له امله کاربونیز شي، کوم چې کیدای شي هغه وخت رامینځته شي کله چې په ماشین کې د تودوخې کمولو پرته د موادو جریان د اوږدې مودې لپاره ودرول شي.
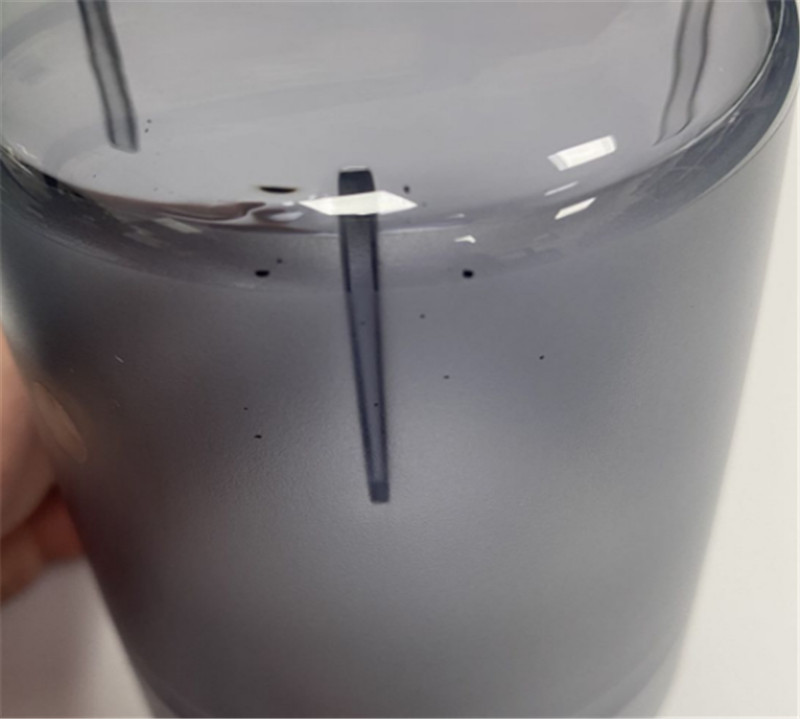
د تور داغونو لاملونه
د رال تخریب
څرنګه چې پلاستيکي مواد کیمیاوي مواد دي، دا په تدریجي ډول تخریب کیږي کله چې دا د خټکي نقطې څخه پورته تودوخه دوام لري.هرڅومره چې د تودوخې درجه لوړه وي او وخت اوږد وي ، د تخریب پروسه ګړندۍ کیږي.سربیره پردې ، د بیرل دننه ، داسې ساحې شتون لري چیرې چې رال په اسانۍ سره ساتل کیږي ، لکه د چیک غیر راستنیدونکي والو او د سکرو تار.هغه رال چې په دې برخو کې پاتې کیږي سوز یا کاربن شوی وي، او بیا په تالیف کې راښکته کیږي ترڅو په جوړ شوي محصول کې مخلوط شي، پدې توګه د تور داغونو لامل کیږي.
ناکافي پاکول
دا حقیقت چې دمخه کارول شوي رال د ناکافي پاکولو له امله د مولډینګ ماشین کې پاتې کیږي هم د تور نقطو لامل دی.لکه څنګه چې په پورتنۍ پراګراف کې تشریح شوي، ځکه چې داسې سیمې شتون لري چیرې چې رال په اسانۍ سره ساتل کیږي، لکه د چک حلقه او د سکرو تار، دا اړینه ده چې د موادو د بدلون په وخت کې د دې ساحو د پاکولو اړوند شدت او وخت پلي کړي.برسېره پردې، د هر موادو لپاره مناسبه پاکولو طریقه باید کار واخیستل شي.د ورته رالونو لپاره پاکول نسبتا اسانه دي، لکه PC → PC، مګر که دا د مختلف ډوله موادو پاکول وي، ځکه چې د خټکي نقطه یا د تخریب تودوخه توپیر لري، پداسې حال کې چې مطابقت (تعلق) د رالونو ترمنځ شتون لري. ، دا په ډیری قضیو کې د پاکولو سربیره په بشپړ ډول لرې کیدی نشي.
د بهرنیو موادو مخلوط (ککړتیا)
ککړتیا هم د تور داغونو یو لامل دی.که چیرې ځینې ګولۍ چې په هپر کې تغذیه شوي د نورو رالونو سره مخلوط شي چې د ټیټ تخریب تودوخې لري، تور داغونه په اسانۍ سره د رال د تخریب له امله رامینځته کیدی شي.برسېره پردې، د بیا رغونې پلاستيک ته باید پاملرنه وشي.دا ځکه چې بیا کارول شوي پلاستیک د څو ځله تودوخې وروسته د تخریب کیدو خطر لري (څومره چې د تکرار تکرار شمیر ډیر وي ، د تودوخې وخت اوږد وي).برسېره پردې، دا ممکن د ریسایکل کولو پروسې په جریان کې د فلز سره ککړ شي.
د تور ځایونو لپاره د حل لارې
1. لومړی، په ښه توګه ومینځئ تر هغه چې تور داغونه نور ښکاره نشي.
تور داغونه د چک په حلقه کې پاتې کیږي او په بیرل کې د سکرو تار.که تور داغونه کله هم ښکاره شوي وي، اټکل کیږي چې د دوی لامل په بیرل کې پاتې شي.له همدې امله، وروسته له دې چې تور داغونه څرګند شي، بیرل باید د مخنیوي تدابیر نیولو دمخه په بشپړه توګه پاک شي (که نه نو تور داغونه به هیڅکله له منځه لاړ نشي).
2. هڅه وکړئ چې د تودوخې درجه ټیټه کړئ
مختلف رالونه د غوښتنلیک تودوخې وړاندیز کوي (د لیست یا محصول کڅوړه هم دا معلومات لري).وګورئ چې ایا د مولډینګ ماشین ټاکل شوی تودوخه د حد څخه بهر ده.که داسې وي، د حرارت درجه ټیټه کړئ.سربیره پردې ، د مولډینګ ماشین کې ښودل شوي تودوخې د ساحې تودوخې ده چیرې چې سینسر موقعیت لري ، کوم چې د ریښتین رال تودوخې څخه یو څه توپیر لري.که امکان ولري، دا سپارښتنه کیږي چې د رال ترمامیتر یا ورته ورته سره ریښتینې تودوخې اندازه کړئ.په ځانګړې توګه، هغه سیمې چې د رال ساتلو خطر لري، لکه د چک حلقه، د تور داغونو لامل کیږي، نو د شاوخوا شاوخوا تودوخې ته ځانګړې پاملرنه وکړئ.
3. د استوګنې وخت کم کړئ
حتی که د مولډینګ ماشین ټاکل شوی تودوخه د مختلف رالونو وړاندیز شوي تودوخې حد کې وي ، د اوږدې مودې ساتل ممکن د رال خرابیدو لامل شي او پدې توګه د تور داغونو څرګندیدل.که د مولډینګ ماشین د ځنډ تنظیم کولو ځانګړتیا وړاندې کوي، مهرباني وکړئ له دې څخه پوره ګټه واخلئ، او د مولډ اندازې لپاره مناسب د مولډینګ ماشین هم غوره کړئ.
4. ککړتیا او که نه؟
کله ناکله د نورو رالونو یا فلزاتو مخلوط کول هم د تور داغونو پایله کیدی شي.
د حیرانتیا خبره دا ده چې لامل یې اکثرا ناکافي پاکول دي.مهرباني وکړئ د پخوانۍ انجیکشن مولډینګ چلولو کې کارول شوي رال په بشپړ ډول پاکولو او لرې کولو وروسته کار ترسره کړئ.کله چې د ریسایکل شوي پلاستيک څخه کار واخلئ، د پټو سترګو سره وګورئ چې وګورئ په ګولیو کې د بهرنیو موادو شتون شتون لري.
د پوسټ وخت: اپریل 11-2023